Solar encapsulant materials can be classified into two groups: EVA and non-EVA.
Non-EVA category consists of white EVA, silicones, thermoplastics (e.g., PVB), ionomers, thermoplastic elastomers, thermoplastic silicone elastomers (TPSE), thermoplastic polyolefins (TPO), polyolefin elastomers (POE) and finally multilayered materials like EPE films. The encapsulant polymer-based materials in PV modules must provide proven mechanical stability, electrical safety, and protection of the cells and other module components from environmental impacts such as such as heat, moisture, and shocks. These materials by helping to protect the PV cells in solar panels also prolong the life of the panel up to 25 years.
EVA (Etilen Vinil Asetat)
EVA solar encapsulant films are made of mainly "ethylene-vinyl acetate” copolymer resin specifically tailored to be used in the production of PV solar panels. It acts as glue-like agent after the proper lamination process is applied under certain temperature, vacuum and durations.
Today, chemical additives and more advanced extrusion process are carried out to leverage disadvantages of EVA encapsulants like lack of resistance to weather conditions, high moisture permeability and PID losses.
In order to be a good encapsulant, EVA base copolymer must be transformed by adding suitable crosslinking agents. The peroxide radical crosslinking of EVA is a random process, and its occurrence must happen during the lamination process, considering the high volatility of low molecular weight crosslinkers. Therefore, EVA is considered to be a good encapsulant material because of the good balance between performance and costs.
Unfortunately, easy degradation of EVA, with the formation of acetic acid, discoloration, and yellowing, enforces PV module producers to search for alternative encapsulant materials with a good balance of both performance and costs.
EVA is and will be still a key component in the production of high-quality solar panels, and its properties such as UV resistance, transparency and flexibility help ensure the lifespan and efficiency of the panel. Glass-side (UV through) and backsheet-side (UV cut-off) EVA types are available commercially to optimize the light absorption while maintaining protection from harmful UV light degradation within the panel.
WHITE EVA
In single-face modules, replacing the conventional transparent EVA film on the backsheet side with white EVA counterpart increases power output by up to 1%. If two-sided cells are used in single-sided modules, the power output can go up to 2%. Since white EVA has a high reflectance value, it ensures the reflection of photons passing through the cell gaps hence enhancing the power efficiency.
POLYOLEFIN ELASTOMER (POE)
Polyolefin Elastomer (POE) is recently gaining market share as an alternative to conventional EVA films, due to increasing popularity of double-sided modules and advanced cell architectures.
The inherent Anti-PID property of POE material attracts solar panel manufacturers with its low moisture permeability and long durability in contrast with EVA and makes POE a very promising encapsulant material.
More elaborate chemical formulation and tight process temperature monitoring are required during POE production to avoid chemical additive migration problems between the glass and the backsheet.
The POE are copolymers of ethylene and other alpha-olefins. The main commercially available POE resins are butene or octene based. Metallocene catalysis method ensures POE polymers with tailored elasticity.
EPE MULTI LAYERED ENCAPSULANT (EVA-POE-EVA)
Three-layered EPE structure is recently developed as EVA-POE-EVA layers via special extrusion technique to balance high cost of POE and the strong adhesion property of EVA.
EPE films can be considered as a hybrid product which blends the high processability of EVA and the anti-PID properties of POE. However still there is an important remaining problem in EPE multi-layered structure is that the POE interlayer does not stay stable. This causes weak points to emerge in EPE and a high risk of PID occurrence in the long run of solar panels. Also, the delamination problem of EPE has to be watched out.
THERMOPLASTIC POLYOLEFIN (TPO)
Thermoplastic polyolefin (TPO) as being an alternative to conventional EVA encapsulants, are especially engineered via addition of non-crosslinking or crosslinking materials for photovoltaic (PV) module lamination.
According to the literature, TPO shows a lower discoloration tendency and better optical and thermal properties degradation before and after artificial weathering hence TPO a very attractive encapsulant.
TPO encapsulants are copolymers based on ethylene–propylene rubber and ethylene–octene rubbers, and their synthesis and production are cheaper than other encapsulant materials.
TPO shows good mechanical properties and UV resistance, and, the discoloration of TPO is around nine times slower than EVA. Transmittance of EVA significantly reduced while that of TPO remained almost unchanged during 50 days of weatherability tests.
Unfortunately, TPO shows significantly higher water permeability than EVA. Some crosslinking TPO shows better adhesion properties, and, similarly to EVA, they show discoloration and reduced ageing resistance.
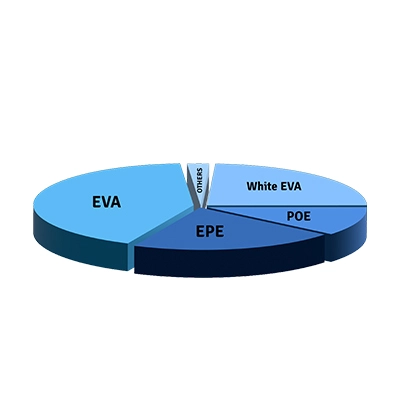
Market Shares of Solar Encapsulants (2022)
REFERENCES
Dintcheva, N.T.; Morici, E.; Colletti, C. Encapsulant Materials and Their Adoption in Photovoltaic Modules: A Brief Review. Sustainability 2023, 15, 9453. https:// doi.org/10.3390/su15129453